





 硬质合金针
硬质合金针

 铸造碳化钨
铸造碳化钨
联系人: 杨经理
电话: +86 0731 22160466
传真: +86 0731 22160196
手机: wechat/whatsup ID +86 18107334899
E-mail: sales@upcarbide.com
E-mail: ivy@upcarbide.com
地址: 株洲市石峰区红旗北路849号
Skype: ivyyang316
MSN: yangjuan316@hotmail.com
QQ:
2498362811








|
| 产品详细: | ||||||||||||||||||||||||||||||||||||
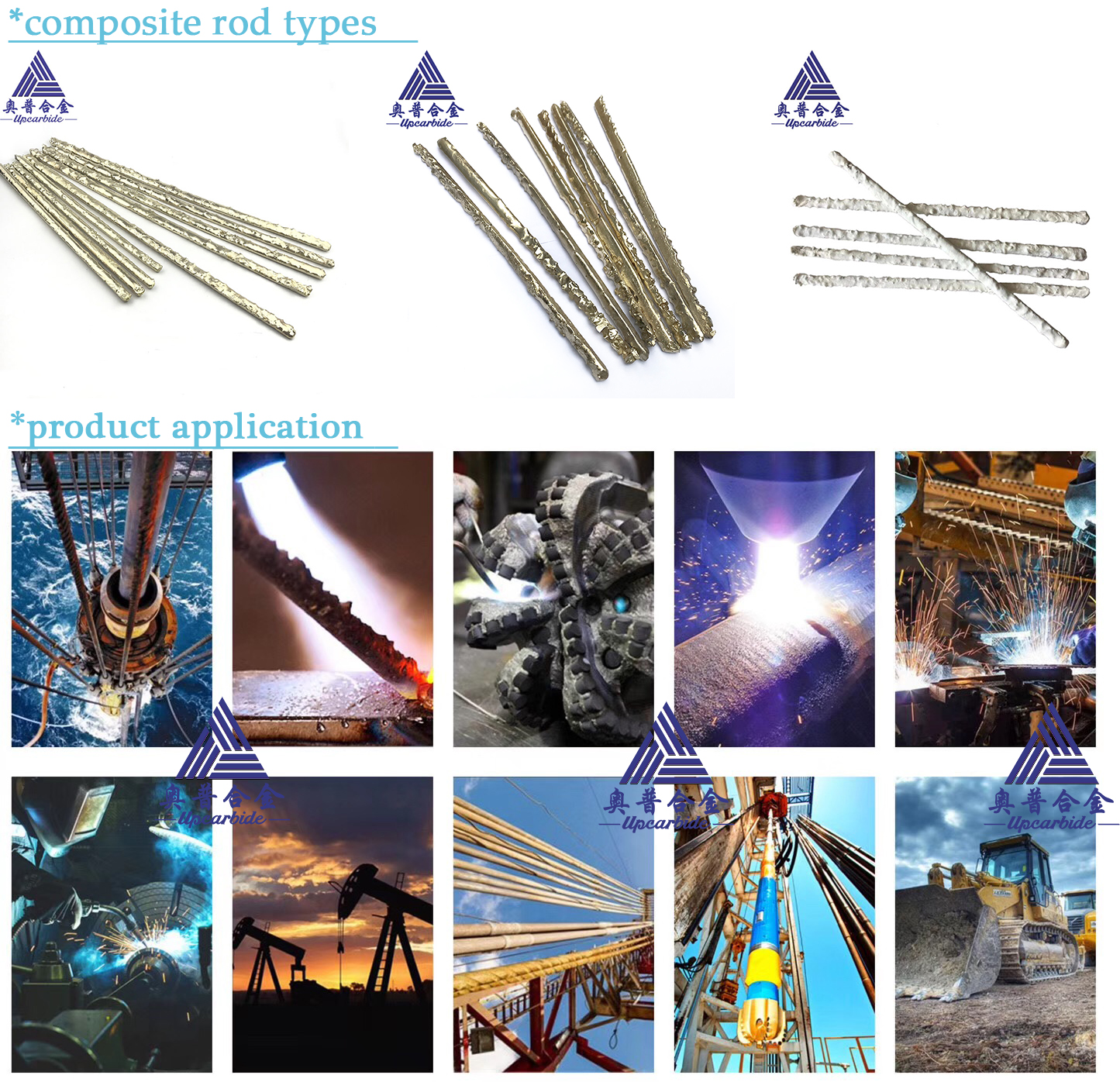
YD3 65~70% 2.8~3.2mm L280mm 硬质合金铜基焊条
YD3 65~70% 2.8~3.2mm L280mm 硬质合金铜基焊条 YD型硬质合金焊条(简称YD型焊条): 是由粒状烧结硬质合金与有弹性的胎体合金混合制成。外涂一层特殊熔剂并着色,以标识颗粒等级大小。烧结硬质合金颗粒主要为含钴碳化钨,其硬度为HRA89-91;胎体金属为“镍铜”合金,抗拉强度690MPa,硬度:HB≥160。 YD型硬质合金焊条用途: YD型焊条主要用于堆焊石油、矿山、采煤、地质、建筑等工业中一些严重磨损或兼有切削的工件。如:铣鞋、磨鞋、扶正器、扩孔器、钻杆接头、水力割刀、刮刀片、刨煤机刨刀、取芯钻头、打桩钻头、螺旋钻头等。 YD型硬质合金焊条规格: 根据硬质合金颗粒大小,分为:以下八个等级供货:
|
| 相关产品 : |











